
ARNWAY CASE STUDY
CHIPBOARD PRESS.
A customer in Ireland was suffering from failures in a 9 element window frame press of total power 10,800 tonnes. Following several visits by Arnway to effect weld repairs, it became obvious that although the repairs were being carried out properly, lasting much longer than previous attempts, the mechanical design was insufficient, which meant that a permanent solution was not possible without some change in design.
The design called for two 600 tonne cylinders to be hung from the top edge of the window of the press frames. This was originally achieved by boring cross holes close to the top edge, and hanging the cylinders from bars mounted through the holes. The intense pressure caused the material to crack, from the periphery of the hole down to the top edge of the window, and thence upwards towards the top of the frame. The frames were constructed form 80mm plate of approx. BS 4360 50D material, and the distance from the window to the top of the frame was in the order of 1450mm!
There were a number of options, ranging from in-filling of the holes causing the cracking, through part replacement of the press frames up to complete frame replacement. Arnway Ltd., through its Research Membership of TWI (The Welding Institute) was able to carry out in-service strain gauging to determine actual stresses at various points in the structure, thereby enabling accurate and cost effective evaluation of the repair/modification route necessary. This service is available at short notice, and by using magnetic strain gauges, results in the minimum of downtime (usually none).
Following analysis of the results, it became clear that the bottom of the frame sections were well within their fatigue life, showing stresses under load of 34N/mm², whilst the top and particularly the side members were approaching the end of their lives at 104 N/mm². It was therefore decided to carry out option 2, with pre-fabrication of 120 tonnes of press frame sections at Warrington, shipment to Ireland, and an operation carried out on site which amounted to the cutting in half of the entire press across the window, replacement of the top half and welding and heat treatment of the new sections. The position of the cut line was calculated to remove all parts of the press which had seen stress levels above the fatigue limit for infinite (10 cycles) life. For this material (50D), TWI had advised 78N/mm² stress level at a profiled edge.
From the press being handed over, we managed to remove and re-weld 6 of the nine frames in nine days, allowing the customer to re-attach pipework and distribution manifolds, whilst the stress relieving carried on in parallel with the remainder of the welding operation. The entire job was completed in 15 days. Had the customer replaced the frames completely, as had been recommended by the OEM, the estimate was for 6-7 weeks down time, and £70,000 greater cost, not including installation. Our price was complete, including supply and manufacture of the new sections, transport and installation as a turnkey project.
There were 36 welds, each 340 x 90mm rectangular section (the new sections were upgraded to 90mm thickness), welded in the horizontal position. They are cumulatively subjected to the full load of the press on a continuous operation 365 days per year, at a rate of one load every 2 minutes. From a situation where repairs were being carried out 3 or 4 times per year, the press has been running now for nearly 5 years without faults.

View showing frames cut off and a new frame in position, ready for welding.
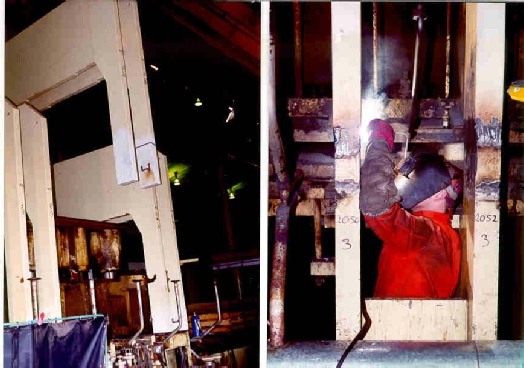
A new frame being lowered into place. Thin guys only need apply!
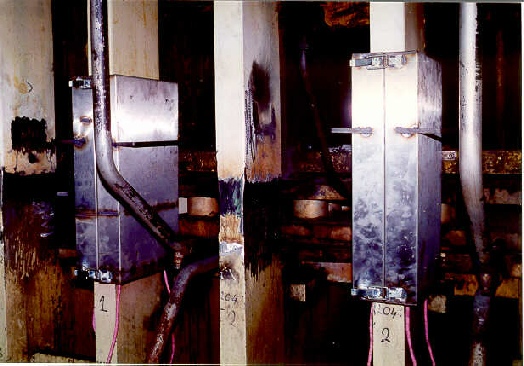
Heat treatment being carried out, using specially made heater casings.

General view of the press following completion of the modifications.